Te dejamos un breve resumen para que conozcas y te adentres en el mundo del filamento flexible
Resumen rápido: Filamento Flexible
- Nombre técnico: TPE (thermoplastic elastomers), elastómeros termoplásticos o cauchos termoplásticos.
- Temperatura de fusión: entre 200 – 250 ºC (depende tipo TPE y fabricante)
- Cama caliente o base: entre 0 – 60 ºC (depende tipo TPE y fabricante)
- Velocidad de impresión: recomendamos que sea baja 20-30 mm/s. Se podrá ir a más velocidad dependiendo del tipo de extrusión que tengas.
- Necesidad de activar ventilador de capa: ON
- Flexibilidad: alta
- Ventajas de usar TPE o filamento flexible:
- Flexible
- Amortiguación de vibraciones
- Absorción de los impactos
- Resistencia a la intemperie
- Resistencia al desgarro
- Larga vida útil
- Resistencia al impacto
- Ofrecen variedad de colores.
- Desventajas de usar TPE o filamento flexible:
- Requieren conocimiento previo en impresión 3D con otros filamentos.
- Contracciones.
- Más complicado de usar si tiene una impresora 3D con extrusión bowden.
- Sensible a los movimientos rápidos, debe cuidar la retracción y velocidad en su impresora 3D.

¿Qué es el TPE o filamento flexible para impresión 3D?
El filamento flexible, comúnmente conocido como TPE (Elastómeros Termoplásticos), es un material con propiedades similares al caucho, diseñado para la impresión 3D. Los TPE son compuestos de materiales termoplásticos (como PP, PBT o PA) combinados con caucho suave y, a veces, aditivos como aceites o cargas. El caucho le confiere elasticidad, flexibilidad y «memoria» (capacidad de volver a su forma), mientras que las propiedades del plástico facilitan su impresión y permiten una gran variedad de pigmentación, por eso encuentras tantos colores.
Aunque el término general es TPE, en el mercado de la impresión 3D se populariza su variante más común: el TPU (Poliuretano Termoplástico). Ambos ofrecen flexibilidad, pero con características ligeramente distintas. Generalmente, los TPU suelen ser más duros que los TPE, lo que a menudo los hace más fáciles de extruir e imprimir.
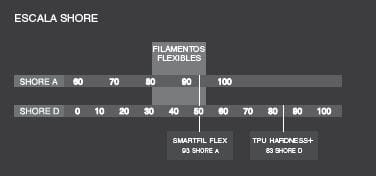
Dureza del filamento flexible: ¿qué es Shore (77A, 85A, 93A, 98A)?
La clave para elegir el filamento flexible adecuado reside en su dureza, medida en la escala Shore. Esta escala nos indica cuán «blando» o «duro» es un material flexible. Cuanto menor sea el número Shore A, más blando y flexible será el filamento, pero también más difícil de imprimir.
Flexible 77A
Este es uno de los filamentos flexibles más blandos y elásticos. Ofrece una altísima deformabilidad y una sensación gomosa. Es ideal para piezas que requieran máxima flexibilidad, como sellos, juntas elásticas o accesorios muy maleables. Su impresión es la más desafiante y requiere impresoras muy optimizadas para filamentos flexibles.
Flexible 85A
Un punto intermedio. Aún muy flexible, pero con una mayor facilidad de impresión que el 77A. Permite crear piezas con una buena combinación de elasticidad y un soporte estructural decente. Útil para fundas de protección o componentes que absorban impactos medios.
Flexible 93A
Esta es una de las durezas más populares y un excelente punto de partida. Ofrece una buena flexibilidad pero es significativamente más fácil de imprimir que las durezas inferiores. Piezas como suelas de zapatos, componentes de amortiguación o fundas resistentes son ideales para el 93A, ya que es el equilibrio perfecto entre flexibilidad y manejabilidad.
Flexible 98A
El TPU 98A es el filamento flexible más rígido y fácil de imprimir dentro de la gama TPU. Ofrece una excelente resistencia a la abrasión y al impacto, manteniendo cierta elasticidad. Es perfecto para piezas funcionales que necesitan durabilidad y un poco de «rebote», como engranajes flexibles, protectores de cables o piezas que requieran un grip antideslizante.
En general, cuanto más baja sea la dureza Shore (más blando), más difícil será la extrusión e impresión.
Tipos de filamentos flexibles
Cuando buscas filamento flexible, los términos TPE y TPU son los más comunes. Pero es importante saber que TPE es una categoría amplia que incluye diversas composiciones. Aunque se suele omitir la «E» en el nombre, existen varios elastómeros termoplásticos (TPE):
- TPE-U (Poliuretano Termoplástico = TPU): Es la variante de TPE más utilizada en impresión 3D, conocida por su equilibrio entre flexibilidad, durabilidad y relativa facilidad de impresión.
- TPE-S (Estirénico): Compuestos SBS, SEBS, o SEPS.
- TPE-E (Copolímero de éter-éster): Compuesto copoliéster.
- TPE-A (Poliamida Termoplástica = TPA): Un tipo de poliamida con propiedades flexibles.
El mercado suele ofrecer más materiales tipo TPE y TPU. Si estás indeciso, lo fundamental es que te fijes en la dureza Shore. Como regla general, los TPU tienden a ser más duros (y, por lo tanto, más fáciles de imprimir) que otros TPEs.
¿Qué es el Soft PLA?
Dentro del mundo del PLA, nos encontramos el **Soft PLA**. Es una variante flexible del biopolímero ácido poliláctico (PLA), tratada con productos químicos adicionales para eliminar gran parte de su fragilidad. Esto le confiere características de caucho, permitiéndole soportar manipulaciones bajo presión y volver a su forma inicial. Es una opción más sencilla para iniciarse en filamentos flexibles, aunque no alcanza la durabilidad o flexibilidad extrema de los TPE/TPU.
¿Qué piezas puedes imprimir con filamento flexible?
La versatilidad del filamento flexible permite crear una infinidad de piezas 3D. Es el material idóneo para cualquier aplicación donde se necesite absorción de impactos, flexibilidad, o un tacto gomoso. Algunos ejemplos incluyen:
- Fundas para teléfonos móviles y otros dispositivos electrónicos.
- Componentes de amortiguación y juntas elásticas.
- Juguetes duraderos y seguros para niños.
- Partes táctiles para objetos (mangos de herramientas, bolígrafos, cepillos de dientes).
- Calzadores, suelas de zapatos o accesorios para ropa.
- Neumáticos para coches de radio control o piezas para drones.
- Prototipos de sellos, topes o protectores.
En resumen, si buscas que tu pieza 3D tenga elasticidad y resistencia a la deformación, el filamento flexible es tu mejor aliado.
Marcas nacionales de filamento flexible destacadas:
En el mercado nacional, encontramos varias marcas potentes que ofrecen filamentos flexibles de alta calidad:
- Smart Materials: Con su Smartfil Flexible, ofrecen un TPU generalmente más duro y fácil de imprimir, ideal para aquellos que se inician o buscan un equilibrio.
- Winkle: Su Tenaflex es otro TPU que destaca por su facilidad de impresión.
- Efil, Fiflaflex: Estas marcas suelen ofrecer materiales con una flexibilidad superior, llegando a ser idóneos para prendas de ropa o accesorios que requieren máxima elasticidad.
Mención especial: TPU Hardness de Innovatefil, un filamento técnico
La marca para profesionales de Smart Materials, Innovatefil, ofrece su TPU Hardness. Este poliuretano termoplástico combina dureza, elasticidad y una resistencia mecánica excepcional. Permite imprimir piezas que requieren ser rígidas pero con propiedades de elastómero. Con este material puedes conseguir piezas con:
- Alta resistencia al desgaste y abrasión.
- Capacidad para disminuir impacto y vibraciones.
- Resistencia a grasas, aceites, oxígeno y ozono.
- Resistencia a la hidrólisis y estabilizado en la luz UV.
- Alta resistencia a los microorganismos.
Consejos claves para imprimir con filamento flexible:
Sabemos que imprimir con filamento flexible puede ser un desafío, y que con cada impresora responde de forma diferente, por eso te aconsejamos prestar atención a estos puntos:
1. Tipo de Extrusión: directa
- Se recomienda encarecidamente una impresora 3D con extrusión directa. Esto minimiza el recorrido del filamento entre el extrusor y la boquilla, reduciendo la posibilidad de que el filamento se doble, estire o atasque.
- Si tienes una extrusión Bowden: Es posible, pero mucho más complicado. Asegúrate de que el tubo PTFE esté ajustado y no haya espacios donde el filamento pueda escapar o doblarse. Cuanto más corto y ajustado sea el recorrido, mejor.
2. Temperaturas óptimas de extrusor y cama caliente
Conseguir la temperatura correcta es crucial. Una temperatura muy alta puede causar «stringing» (hilos indeseados), mientras que una baja puede resultar en una mala adhesión entre capas. Mira los parámetros del fabricante del filamento. Estos son algunos generales:
| Material | Temp. Extrusor (ºC) Recomendada | Temp. Cama (ºC) Recomendada |
|---|---|---|
| TPE | 220ºC ± 10 | 30ºC ± 10 |
| TPU | 250ºC ± 10 | 50ºC ± 10 |
| Soft PLA | 230ºC ± 10 | 30ºC ± 10 |
Fuente: Matterhackers
3. Velocidades de impresión: lentas y constantes
Dada la naturaleza elástica del filamento, las velocidades de impresión lentas y constantes son fundamentales para evitar atascos o que el filamento se atore dentro del extrusor.
- Punto de partida: 20-30 mm/s.
- Con extrusión directa: Para TPU 93A o 98A, y en impresoras con extrusores de alto flujo, podrás subir gradualmente hasta 50-60 mm/s.
- Velocidad de primera capa: Redúcela aún más (ej. 10-15 mm/s) para asegurar una adhesión perfecta.
- Velocidad de movimiento (Travel Speed): Manténla moderada (50-80 mm/s) para evitar tirones en el filamento flexible.
4. Gestión de retracciones: para evitar los dichosos hilitos
Los filamentos flexibles son muy sensibles a las retracciones. Evita retracciones excesivas o muy rápidas; pueden causar atascos o crear una contrapresión que estira el filamento.
- Extrusión Directa (recomendado): Longitud de retracción muy corta, entre 0.5 a 1.5 mm. Velocidad de retracción entre 20 a 40 mm/s.
- Extrusión Bowden (muy complicado): Si no hay más remedio, necesitarás longitudes mayores (3-6 mm) pero con velocidades muy lentas (15-25 mm/s). Es un equilibrio delicado y a menudo causa más problemas que soluciones.
- Prioridad en 2025: Más que la retracción, busca optimizar la temperatura y el «wipe» (movimiento de la boquilla sobre la última línea extruida antes de un viaje) para minimizar el «stringing».
5. Altura de capa y ancho de línea
- Altura de capa: Configura una baja altura de capa, en el rango de 0.1 mm a 0.2 mm. Una capa más fina ayuda a la extrusión de materiales blandos al requerir menos material por cada pasada, reduciendo la presión en el extrusor.
- Ancho de línea (Line Width/Extrusion Width): Considera aumentarlo ligeramente (ej. 0.48 mm para una boquilla de 0.4 mm). Esto mejora la unión de las capas y la resistencia de la pieza.
6. Relleno (Infill)
- Densidad: Si la flexibilidad es clave, usa densidades bajas (10-20%). Esto permitirá que la pieza se comprima y flexione más fácilmente. Si buscas una pieza más resistente y rígida, aumenta la densidad (hasta 50-60% para un TPU 98A).
- Patrón: Patrones como «Grid», «Rectilinear» o «Cubic» son buenos para resistencia. «Gryroid» o «Lightning» pueden ser interesantes para piezas más ligeras y con cierta deformabilidad.
7. Control del Ventilador de Capa (Part Cooling Fan)
- Primeras capas (0-3): OFF (Desactivado) para maximizar la adhesión a la cama y permitir que la primera capa se asiente bien.
- Resto de la impresión: ON, al 50-100% de potencia, dependiendo del material y la presencia de voladizos o detalles finos. Esto es crucial para solidificar el material rápidamente y evitar el «stringing» y la deformación.
8. Adhesión a la cama caliente
Una buena primera capa es crucial. Si la pieza no se adhiere bien, prueba estas soluciones (de la más sencilla a la más robusta):
- Laca: La opción más preferida por su sencillez y efectividad.
- Pegamento en barra (tipo UHU): El clásico pegamento escolar funciona muy bien.
- Cinta de carrocero (o de pintor): Asegúrate de aplicarla sin huecos y a la misma altura para una base uniforme.
- Dimafix: Tanto el formato pen como el spray son muy efectivos para una adhesión fuerte.
- Superficies recomendadas: Las láminas de PEI texturizado (comunes en impresoras de 2025), vidrio con laca o pegamento, o láminas de G10 son excelentes opciones.
- Limpieza: Una cama impecable es siempre el primer paso. Limpia con alcohol isopropílico antes de cada impresión.
9. Cuidados del filamento flexible
- Almacenamiento en seco: Los filamentos flexibles son extremadamente higroscópicos. Invierte en una caja seca para filamentos con deshumidificador (silica gel) y/o un deshidratador de filamento para usar antes y durante la impresión. Esto es LA clave para evitar la mala calidad de impresión (huecos, burbujas, un sonido de «chasquido» en la boquilla) y los atascos.
- Evita la Tensión: Asegúrate de que el filamento se desenrolle libremente de la bobina sin tirones excesivos. Los soportes de bobina con rodamientos son una buena inversión.
Problemas Comunes al Imprimir Filamento Flexible y Cómo Resolverlos
- Humedad en el filamento:
- Los filamentos flexibles absorben mucha humedad. Esto causará impresiones con huecos, burbujas, un sonido de «chasquido» en la boquilla, y un exceso de «encordado» (stringing).
- Solución: Mantén el filamento en un lugar seco. Utiliza una caja deshumidificadora o un deshidratador de alimentos/filamentos antes y durante la impresión. ¡Es la causa número uno de fallos con flexibles!
- Atasco dentro de los engranajes del extrusor:
- Dada su característica principal, el filamento flexible puede llegar a doblarse y quedar atrapado entre los engranajes interiores del extrusor si hay demasiado espacio.
- Solución: Prioriza siempre una extrusión directa. Si usas Bowden, asegúrate de que el recorrido del filamento sea lo más corto y guiado posible, sin espacios para que el filamento se doble.
- Mala adhesión a la cama:
- Si la primera capa no se pega bien, la impresión fallará.
- Solución: Asegura una cama limpia y nivelada. Utiliza adhesivos de cama como laca, pegamento en barra, cinta de carrocero o Dimafix. Ajusta la altura de la primera capa para que tenga una ligera compresión.
Explora nuestra gama de filamentos flexibles aquí.
Fuentes: