Primeros pasos para usar Cura:
 Instalamos Cura
Instalamos Cura
Muchas persona han aprendido a usar Cura con su primera impresora 3D. La razón principal es que es un programa fácil, intuitivo y completo.
Para instalarlo debemos ir a la página de Ultimaker y seleccionar «Software» en el menú principal colocado arriba. Una vez ahí seleccionamos – «Ultimaker Cura»
Pinchamos descarga gratuita (no será necesario registrarse si no lo desea en ningún momento). A continuación nos preguntarán que sistema operativo tenemos, lo seleccionamos y pulsamos «Descargar ahora». Comenzará la descarga.
Una vez descargado el ejecutable comenzará la instalación. Si no es así, ve a la carpeta de descargas de tu ordenador y pincha dos veces el archivo .exe que se ha descargado. A
Os mostramos un video:
 Configuramos CURA
Configuramos CURA
Lo bueno de este programa es que ya está configurado para la mayoría de las impresoras 3D comerciales.
Vamos pasando las primeras opciones, pudiendo saltarnos el registro.
En la opción «Add a printer» es donde vamos a buscar nuestra impresora 3D. Da dos opciones: encontrarla por la red o hacerlo de forma manual.
En nuestro caso hemos seleccionado «Add a non-networked printer» y vamos a indicar manualmente la impresora que tenemos. Nos desplazaremos por el desplegable que aparece, indicaremos la marca y posteriormente el modelo de impresora 3D. Pulsamos siguiente.
Como ves sale la configuración predeterminada de la impresora, las medidas de impresión suelen ser las correctas. Pulsamos siguiente.
Podemos seguir los pasos o pulsar skip y finalizar.
Si algo nos trae de cabeza muchas veces es comprender palabras técnicas en otro idioma.
Una vez abierto el Cura, nos desplazaremos por el menu superior. Pulsaremos Settings – y seleccionaremos la última opción – «Configure setting visibility«.
En el cuadro que nos aparece, seleccionamos General – Language – Español.
Y reiniciamos apagando y volviendo a abrir Cura.
¡Ya lo tenemos en español!
Os recomendamos este paso ya que Ultimaker Cura hace una breve explicación de cada ajuste en español. Colocando el cursor encima de alguno de los ajustes se desplega un breve resumen o explicación.
 ¿Cómo usar CURA? Te explicamos el panel de ajustes (o interfaz)
¿Cómo usar CURA? Te explicamos el panel de ajustes (o interfaz)

Este es el cuadro de ajustes o de mando (interfaz) del programa Ultimaker Cura. Nos situamos en preparar. Vamos a ver para qué sirve cada opción y nos ayudaremos de los colores para identificar la parte de la que hablamos.
Este es el cuadro de mando o cuadro de ajustes del programa. ¡Vamos a ver como son cada una de las partes!
1 – Cabecera
Abrir
Seleccionar impresora 3D
Preferencias
Material (filamento)
Abrir
 Desde este archivo podemos abrir el archivo que deseamos laminar o filetear. Normalmente tendrá la extensión (.stl)
Desde este archivo podemos abrir el archivo que deseamos laminar o filetear. Normalmente tendrá la extensión (.stl)
Según la página oficial de Ultimaker Cura, los archivos compatibles con Cura son:
- Modelos 3D:
- Archivo 3MF (.3mf)
- Archivo AMF (.amf)
- Bolsa de activos digitales COLLADA (.dae)
- Intercambio de activos digitales COLLADA comprimido (.zae)
- Malla triangular comprimida abierta (.ctm)
- Archivo STL (.stl)
- Formato de triángulo de Stanford (.ply)
- Archivo OBJ Wavefront (.obj)
- Archivo X3D (.x3d)
- glTF binario (.glb)
- JSON incorporado glTF (.gltf)
- Imágenes:
- Imagen BMP (.bmp)
- Imagen GIF (.gif)
- Imagen JPEG (.jpeg)
- Imagen JPG (.jpg)
- Imagen PNG (.png)
- Gcode:
- Archivo de código G comprimido (.gz)
- Archivo G (.g)
- Archivo de código G (.gcode)
- Paquete de formato Ultimaker (.ufp)
Seleccionar impresora 3D

Si cliqueamos en «Agregar impresora» podemos seleccionar la impresora con la queremos imprimir y nos dará unos valores predefinidos como, por ejemplo, las medidas de la base.
Preferencias


Aquí Cura nos ha llenado el corazón. Los motivo son tantos que no podemos resumirlos ni explicarlos en esta guía.
En las preferencias podrás:
- General: tratamos la configuración del programa en general. Le diremos como queremos ver la interfaz de Cura Ultimaker. También podemos configurar el comportamiento de la ventana… Elegir como queremos que se abran los nuevos proyectos… Configurar la privacidad…
- Ajustes: aquí podemos personalizar que ajustes queremos ver cuando configuramos nuestras piezas. Hay muchos, estos chicos de Ultimaker buscan que nos hagamos verdaderos Sensei de la impresión 3D.
- Impresoras: Si bien hemos dicho que al seleccionar la impresora directamente Cura coge unos valores predefinidos, desde aquí podemos cambiarlos y personalizarlos (también el extrusor). Desde aquí podemos actualizar el firmware.
- Materiales: Igual que en el apartado anterior. Aunque Ultimaker ha preparado valores predefinidos del material, aquí podemos variarlos. Es muy útil, ya que cada fabricante puede variar o recomendar sus temperaturas. También podemos desde aquí calcular el valor de la pieza impresa (sin contar diseño o electricidad :P)
- Perfiles: Aquí podremos modificar los acabados o calidad que le queremos dar a nuestra pieza 3D.
Material (filamento)
![]() Podemos seleccionar rápidamente el material con el que vamos a imprimir nuestra pieza 3D y el diámetro de la boquilla o nozzle.
Podemos seleccionar rápidamente el material con el que vamos a imprimir nuestra pieza 3D y el diámetro de la boquilla o nozzle.
[ptsp_category categoria=7]
2 – Herramientas de ajustes
Mover (T)
Escalar (S)
Rotar (R)
Espejo (M)
Ajustes por modelo
Bloqueador de soporte (E)
Mover (T)
Nos va a permitir poner el pieza en el lugar en el que deseamos que la impresora 3D empiece a imprimir. El acceso
rápido o atajo del teclado es pulsar la letra T.
Si bien es cierto que al seleccionar la opción «mover» sobre el diseño o pieza 3D aparecerán tres flechas.
Seleccionando alguna de ellas con el ratón podemos mover la pieza. Nosotros recomendamos indicarle al programa las medidas dentro de cada parámetro (x, y, z) esto nos evitará que, por ejemplo, la impresora 3D empiece a imprmir en el aire (nos debemos fijar en el eje z).
Escalar (S)
Esta opción nos permite cambiar las dimensiones de la pieza 3D. Pulsar S es el atajo del teclado.
Podemos escalarlo:
- Indicacándole al programa el tamaño exacto del modelo en milímetros o el porcentaje de la escala del modelo original.
- Seleccionando uno de los tres colores que aparece sobre la pieza y arrastrándolos con el ratón.
Si seleccionamos la opción «escalar uniforme», nos aseguramos que las proporciones del modelo sean correctas. Presionando Control (Windows) deshabilitamos temporalmente la escala uniforme.
Si nos hemos equivocado podemos pulsar reiniciar, asi se reestablecen los valores originales de la pieza 3D. Aparece con la misma forma del icono pero con una flecha.

Rotar (R)
Con esta opción rotaremos la pieza. El atajo de teclado a usar es la letra R.
Podemos rotar la pieza:
- Al seleccionar la opción de rotar o pulsar la letra R, sobre la pieza se dibujarán tres aros de colores verde, azul y rojo. Ve moviendo / girando cada uno con el ratón hasta conseguir la rotación deseada.
- Pulsando uno de las tres opciones que nos da Cura:
- Restabecer: nos coloca la pieza como está se inserta en el programa por defecto.
- Aplanar: esta opción pone la pieza sobre la superficie plana más cercana al modelo.
- Cara del modelo que desea alinear con la base o placa de impresión (también conocida como cama caliente): Una vez seleccionamos esta opción vamos haciendo clic sobre la pieza. Vamos a ir viendo como la pieza va a ir cambiando el lado en el que se posa en la base de impresión. Ten en cuenta las huecos que tiene tu pieza para seleccionar la posición mas adecuada.
Espejo (M)
La opción espejo refleja el modelo en el eje que seleccionemos x, y, z. El atajo del teclado es la letra M.
Cuando pulsamos la opción espejo sobre la imagen se establecerán cuadros de colores rojo, azul y verde. Cada uno va a reflejar uno de los ejes. Ve pulsando sobre estos cuadors con el ratón hasta conseguir la posición del modelo que desees.

Ajustes por modelo
En esta opción vamos a hablar de las mallas de forma principal.
¿Qué es una malla en la impresión 3D?
Las mallas son la unión de una nube de puntos creadas por el programa de diseño o de escaneo que da forma a una pieza o modelo.
Estas mallas pueden ser consistentes o de relleno (o de soporte). Estas últimas tienen unas paredes mas débiles y menos consistentes (quebradizas), ya que su fin es ser eliminada o servir como apoyo a alguna pared de la pieza principal.
Tenemos preconfiguradas 4 opciones rápidas:
- Modelo normal: Ultimaker nos recomienda seleccionar esta opción para imprimir el modelo «como de cosumbre». El tipo de malla que creará será normal.
- Imprimir como soporte: la pieza extruirá el plástico como si fuera soporte. (Previsualiza la diferencia en vista previa)
- Modificar los ajustes de las superposiciones. Se puede configurar:
- El grosor de la pared
- Recuento de líneas de pared
- El grosor superior / inferior
- Seleccionar mas ajustes
- No es compatible con superposiciones
Pero los ajustes por modelo es una opción personalizables ya que podemos ir añadiéndole a esta herramienta accesos rápidos. Para ello pulsaremos, «Seleccionar ajustes» y haremos clic en las opciones que queremos que nos aparezcan en el cuadro rápido de herramientas.

Bloqueador de soporte (E)
Los soportes tan necesarios en la impresión 3D lo podemos configurar aquí. El atajo del teclado es pulsar la letra E.
Para que esta función nos funcione tenemos que asegurarnos que tenemos habilitado la opción de «Geerar soporte» en nuestra configuración de impresión ya que esta herramiento está relacionada.
La forma de usar el generador de soporte es:
- Pichamos la pieza.
- A continuación, seleccionamos la opción de Bloqueador de soporte con el ratón o pulsando la letra E.
- Vamos pulsando sobre la pieza aquellos huecos donde queremo que haya o se creen soporte. Se crearán unos soporte de 1 x 1 x 1cm.
Luego si seleccionamos el soporte podemos ajustarlo seleccionando cada una de las herramientas de ajustes vistas. Esto es, mover, escalar, rotar… etc, sobre el soporte podremos mover los ejes o ajustar los parámetros con el teclado.


3 – Cuadro resumen
Posición de cámara
Informe del modelo
Posición de cámara
![]()
En este cuadro resumen podemos posicionar el ángulo predeterminado desde el cual podemos ver la pieza.
- Vista en 3D
- Vista frontal
- Vista superior
- Vista del lado izquierdo
- Vista del lado derecho
Informe del modelo

Encontramos el nombre (editable) de la pieza o modelo con la que estamos trabajando.
También se ve las dimensiones de la base o cama de la impresora 3D.
4 – Panel de configuración de impresión
Modo recomendado
Modo personalizado
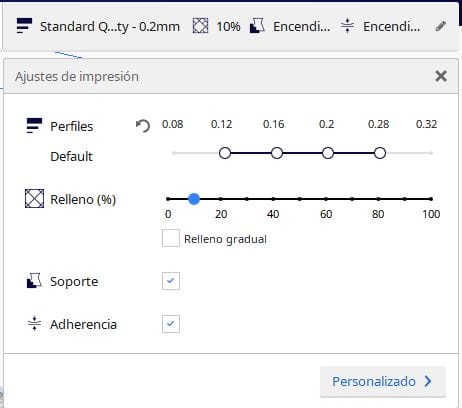
Modo recomendado
Opción para aquellos usuarios principiantes o usuarios avanzados que necesitan imprimir una pieza rápida.
La disponibilidad de los perfiles de impresión depende de la Impresora 3D, de la boquilla o nozzle y de la configuración del material que esté seleccionado en ese momento.
Ultimaker Cura nos proporciona parámetros predefinidos.
- Perfiles: Esta opción nos va a dar la resolución final de la pieza. Debemos responder a la pregunta ¿Qué es altura de capa?: Como hemos dicho la impresora va a ir creando la pieza por la unión de capa tras capa de plástico fundido. El tamaño de la capa que vaya depositando la impresora nos dará como resultado una pieza con acabados exquisitos o con acabados mas rugosos. Hay que tener en cuenta que las capas mas delgadas se imprimirán de forma lenta y precisa. Las capas mas gruesas se imprimen de forma rápida y rugosa. El perfil a elegir dependerá de la necesidad que tengamos.
- Relleno (%): Nos permite decidir el relleno que queremos que tenga la pieza. Al seleccionar el relleno nos aseguramos que la pieza acabe de imprimirse de forma correcta. Dependiendo del uso que le vayamos a dar a la pieza imepresa en 3D necesitaremos que sea:
- resistente (con mas relleno). Por ejemplo, para piezas con uso mecánicos.
- vulnerable (con menos relleno). Por ejemplo, solo de decoración.
- Soporte: genera estructuras para soportar las parte de la pieza que tiene voladizo. De esta forma nos aseguramos de tener éxito en la impresión. Fácil de quitar posteriormente.
- Adherencia: habilita la impresión de un borde o una balsa. Cuando seleccionamos esta opción se creará un área plana alrededor de la pieza o modelo. Este borde será facil de eliminar después.
Modo personalizado
Podemos seleccionar determianos perfiles preconfigurados que darán mas calidad a la pieza o nos permitirá crear diseños mas rápidos sin mucha calidad.
Ultimaker nos permite usar Cura de forma muy personalizada. Nos dota de un cuadro intuitivo donde podemos configurar multitud de parámetros. Y nos permite configurar nosotros ese cuadro agregando o quitando opciones.

Para personalizar las opciones que queremos ver debemos seleccionar el icono con tres rayas horizontales que se situa a la derecha de la búsqueda de ajustes o, si dejamos el ratón encima de cada encabezado de ajustes, seleccionando la rueda dentada que aparece. Cualquiera de estas dos opciones te abrirá el cuadro de ajustes donde podrás seleccionar los ajustes que deseas ver.
Las opciones o ajustes que encontramos prefefinidos en el modo personalizado al usar Cura son:
- Calidad:
- Altura de capa
- Paredes: Se puede configurar la pared interior o exterior por separado.
- Grosor de la pared
- Recuento de líneas de pared
- Expansión horizontal.
- Superior o inferior:
- Grosor superior / inferior
- Grosor superior
- Grosor inferior
- Relleno:
- Densidad del relleno
- Patrón del relleno
- Material:
- Temperatura de impresión
- Temperatura de la placa de impresión (cama caliente o base calefactable)
- Velocidad:
- Velocidad de impresión
- Desplazamiento:
- Habilitar la retracción
- Salto en Z en la retracción
- Refrigeración:
- Activar refrigeración de la impresión
- Velocidad del ventilador
- Soporte:
- Generar soporte
- Adherencia a la placa de impresión:
- Tipo de adherencia de la placa de impresión:
- Falda
- Borde
- Balsa
- Ninguna
- Tipo de adherencia de la placa de impresión:
- Extrusión doble:
Se pueden guardar, importar o administrar estos perfiles personalizados.
Hay dos formas:
- Con el atajo del teclado Ctrl + J. Aparecerá el cuadro de preferencias, buscaremos la última opción – «Perfiles».
- En la cabecera, seleccionamos la pestaña de la impresora y nos vamos a Administrar impresora (preferencias) – Perfiles.

- En el panel de configuración de impresión – modo Personalizado. Pulsamos en la pestaña que aparece en el perfil predefinido (de diferentes calidad):
- «Crear perfil a través de ajustes o sobreescrituras actuales». Esta opción se podrá seleccionar si hemos cambiado alguno de los parámetro preconfigurados.
- Administrar perfiles.

4 – Panel de configuración de impresión (2) – Ajustes
Calidad
Paredes
Superior o inferior
Relleno
Material
Velocidad
Desplazamiento
Refrigeración
Soporte
Adherencia
Más Ajustes
Calidad
Si bien la calidad o resolución de la pieza se va a medir en este campo, es importante que tengas en cuenta que la velocidad a la que se va a imprimir y el diámentro de la boquilla (o nozzle), por ejemplo, también influye. No solo este ajuste va a jugar como un factor determinate para la calidad de la pieza impresa.
En este apartado Ultimaker Cura nos da la opción de jugar con el grosor de las diferentes capas que hace la impresora 3D. De tal modo que una capa mas gruesa (por ejemplo, 0,8 mm) nos dará un resultado mas rugoso que si la hacemos mas finita (0.1 mm). Cuanto mas fina, mas tiempo imprimiendo estará la pieza 3D pero tendrá un mayor detalle.
Con filamentos flexibles se recomienda una altura de capa superior a 0.2 mm.
Se suele recomendar que las primeras líneas de capa (altura de capa inicial) sean mas gruesas para asegurarnos una buena sujeción a la cama o base de impresión.

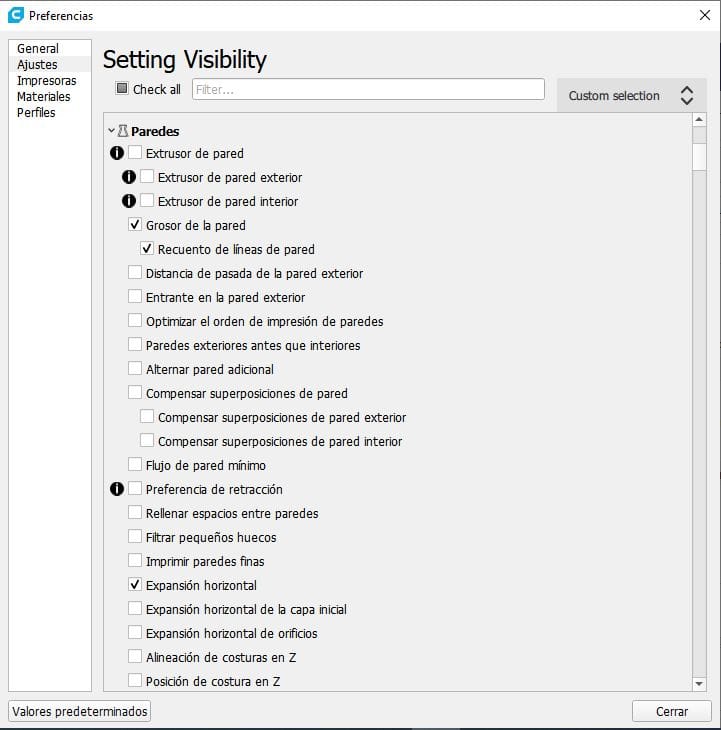
Paredes
Si su impresora 3D tiene varios extrusores, puede configurarla para que un extrusor haga la pared de fuera y otro extrusor la pared de dentro. Esta opción se hace útil cuando queremos imprimir con materiales de soporte que luego vayan a ser eliminados.
[ptsp_category categoria=103]
Los creadores del Ultimaker Cura creen suficiente un espesor de pared de dos o tres veces el ancho de la línea. Un valor mas alto crea piezas mas resistentes. Usar valores mas bajos, hace que se tarde menos en imprimir y se consuma menos filamento.
Cuanto mas grosor tenga la pared menos probable es que tenga fugas.
Puedes configurar el grosor que quieras que tenga tu pared por milímetros o por número de líneas. Si lo haces por milímetros el programa calculará solo las líneas.

En este foto puede ver que con 0,8 mm el programa ha creado dos paredes a este cubo de calibración. Si aumentamos el grosor de la pared a 1,6 mm el programa creará 4 líneas.
El resto de opciones que podemos configurar son:
Superior o inferior
Esta opción nos hablas de las capas superiores e inferiores.
Nos va a permitir seleccionar diferentes grosores. Si aumentamos, por ejemplo, el grosor en la capa superior nos aseguramos que la impresora 3D cierra de forma correcta la pieza.
Podemos configurar el grosor en milímetros o por número de capas. Si lo configuramos en milímetros el número de capas se calculará solo. Para calcularlo en milímetros se recomienda que el grosor que se ponga sea múltiplo de la altura de capa.
Por ejemplo, para una pieza con altura de capa 0.2 mm usaremos de grosor superior 0.8mm (4 capas superiores). Si usamos una altura de cama 0.8 el programa autocalcula el grosor superior a 2.6 mm (siempre múltiplo de la altura de capa). Un groro superior de 2.6mm son 4 capas superiores.
En esta opción Superior / Inferior podremos seleccionar la forma en la que queremos ver las líneas. Ya sabemos que la impresora va depositando «hilos» fundidos de filamento hasta formar una capa. La forma que va haciendo esos hilos en las capas superiores que serán las visibles es lo que podemos seleccionar. Le podemos dar la orden de que deposite el plástico de forma concéntrica, en líneas o en zigzag.


Relleno
En esta opción vamos a configurar el relleno de la pieza.
Podemos hacer un relleno mas consistente, depositando mas plástico en la capa. Esto hará que la pieza sea mas resistente. Por ejemplo, un mayor relleno se hará necesario en piezas creadas para uso mecánico o en las que vayamos a aplicar fuerza.
En piezas en las que solo necesitamos la parte visual de las paredes, el contorno no necesitaremos relleno. Por ejemplo, si hemos creado una pieza de uso decorativo que no va sufrir impactos podemos hacerla casi hueca por dentro. En esta opción se recomienda un 20% de relleno mínimo. Esto es asi para asegurarnos una creación de correcta de las paredes de la pieza.

Los tipos de relleno que podemos elegir so: rejilla, líneas, triángulos, trihexagonal, cúbico, subdivisión cúbica, octeto, cúbico bitruncado, concéntrico, zigzag, cruz, cruz 3D y giroide.
- El relleno de línea y zigzag cambia la dirección en capas alternas. Esto reduce la cantidad de material o filamento que va a usar.
- El relleno giroide, cúbico, cúbico bitruncado y octeto cambian en cada capa. Esto proporciona una distribución equitativa en cada dirección.

Material
Ultimaker Cura tiene configuradas las temperaturas de extrusión que necesita cada material.
Seleccionando el filamento que vayamos a imprimir, automáticamente se pondrán los valores a los que se suele extruir cada material.
[ptsp_category categoria=7]
Imprimiremos con una temperatura de impresión (del extrusor) normalmente el:
- PLA a 220 grados
- ABS a 240 grados
- Flexible a 225 grados
- PP a 220 grados
- PETG a 235 grados
- ASA a 240 grados
Es cierto que algunos fabricantes recomiendan algunas temperaturas determinada para sus materiales. Es por ello que Ultimaker Cura nos permite poner la temperatura de forma manual.
En este ajuste también fijaremos la temperatura que necesita la base o cama de la impresora 3D. Algunos materiales, como el filamentos PLA no requieren fijar una temperatura a la base o cama caliente. Aunque en Createc 3D solemos fijar una temperatura de 50 grados en la base cuando imprimimos PLA. Otros materiales, como el ABS, necesitan que la cama caliente alcance una temperatura determinada (sobre los 80 / 90 grados).
A medida que nos introduzcamos en la impresión 3D podremos jugar con la temperatura de las primeras capas. Si configuramos una temperatura mas elevadas para las primeras capas nos aseguramos de tener una buena sujeción o adherencia de la pieza. Todo ello lo iremos haciendo conforme nos familiaricemos al comportamiento de nuestra máquina y del material.

Velocidad
Cuando hemos empezado a hablar en el apartado de calidad, una de las cosas a la que nos hemos referido era a la velocidad. Si tu impresora 3D va a una velocidad muy alta no hará buenos acabados. En cambio una velocidad mas lenta, será sinónimo de mejores acabados para la pieza.
Pues bien, aquí se trata de buscar un equilibrio que solo nosotros vamos saber. Tenemos que pensar en:
- Utilidad o uso de la pieza: dependiendo de la finalidad de la pieza nos interesará que tenga unos acabados finos o no.
- Tiempo de fabricación. Si nuestra pieza tarda muchas horas quizás no debemos disminuir mucho la velocidad. (Aunque nos remitimos a la cuestión anterior).
- Material o filamento que vamos a usar. No todos los plásticos cristalizan a la misma temperatura. La velocidad debe ser un factor de atención en materiales como el ABS que se enfrían y tienden a rajar.
Cura trae por defecto en sus perfiles una velocidad de 50 mm/s. Es una velocidad que vemos acertada para el PLA, ABS y PETG
Para el filamento Flexible recomendamos una velocidad entre 20 y 30 mm/s no superior a 35 mm/s debido al agarre.
Entre las opciones a destacar, podemos decirle a Cura que capas queremos que haga mas lentas. Las primeras capas se imprimirán mas lentas para asegurarnos un buen agarre o adherencia.

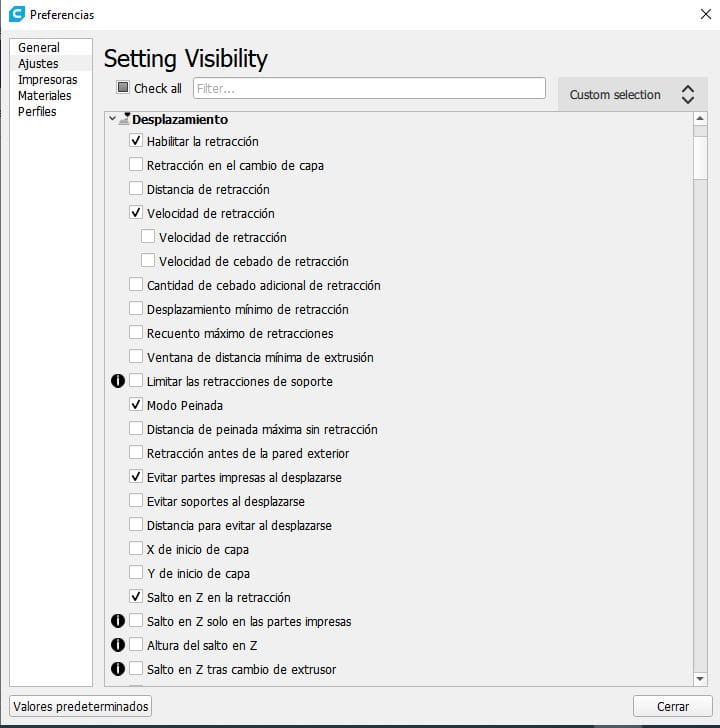
Desplazamiento
Aunque a simple vista, de primeras, no nos llame la atención, es un punto importante. Hay unos dichosos hilos o stringing que nos pueden fastidiar la pieza. Se trata de hilos que la impresora 3D echa mientras se desplaza el extrusor sobre zonas que no pertenece a la pieza. Forma unos hilos muy finos que se adhieren a la pieza y a sus paredes, alterando su aspecto.
Una de la soluciones para cortar ese flujo residual de plástico es configurar la retracción. Para ello lo primero es activar esta casilla.
¿Qué es la retracción? La retracción es un retroceso que hace el motor para recoger el plástico. Evita así que suelte material en las zonas donde no hace falta crear una capa. Es decir, gracias a la retracción el extrusor no «gotea filamento» y consigue desplazarse hasta el punto donde debe echar plástico sin estropear la pieza.
Te recomendamos que amplíes los ajustes que trae Cura de este punto seleccionando:
- Velocidad de retracción, nos va a decir a la velocidad que va a subir el motor el filamento para que no gotee. Conseguir una velocidad óptima será la clave. Aunque una alta velocidad nos asegura que no eche sobras o hebras también puede conllevar atascos. Recomendamos ir probando la distancia con incrementos de 5 mm/s. En los extrusores directos entre 30 y 40 mm/s. En los de bowden como las Creality 35 mm/s.
- Distancia de retracción: en los extrusores directos 0,5 – 1 mm. En los extrusores tipo bowden, que es el que tiene muchos modelos de Impresora 3D Creality, 4,5mm
- Modo de peinada. Seleccionando esta opción la pieza tarda algo más en imprimirse, ya que el extrusor en vez de desplazarse por el camino mas corto, procurará desplazarse solo por el área de la pieza.
En esta imagen de la izquierda podemos ver los hilos que dejaría con la opción desactivada.
En la imagen de la derecha vemos el comportamiento que tiene el extrusor dentro del límite de impresión.

- Evitar partes impresas al desplazarse. (Solo disponible si activas el Modo de peinada). Esta opción cobra sentido cuando hay partes (huecos) entre piezas. Si el cabezal se desplaza al rededor de la pieza, tardará mas pero nos aseguramos que no suelte o gotee material.
En la imagen de la izquierda vemos cual es el camino mas corto, pero el extrusor pasaría por un hueco entre una línea de capa, pudiendo dejar restos o hilos.
En la imagen de la derecha vemos el recorrido que hace el extrusor en celeste. Se aprecia el rodeo que da para garantizar que si se escapa algo de material, éste no afectará a la pieza.

Refrigeración
La función del ventilador en la impresora 3D es enfriar el filamento para poder echar la siguiente capa.
Si configuramos el ventilador con una velocidad alta hay un mejor enfriamiento pero aumenta la contracción del material que estamos usando.
Como en otros ajustes, Ultimaker Cura trae preestablecidos parámetros básicos según el material a usar.
Recomendamos activar en ajustes la opción: Velocidad inicial del ventilador. Esto hará que en las primeras capas no se active el ventilador y luego vaya girando progresivamente. Conseguimos con esta opción una buena adherencia de las primeras capas de la pieza en la base o cama caliente.
Activaremos el ventilador de capa en los siguientes materiales:
- PLA
- Flexible
- PETG
No se recomienda el ventilador de capa en estos materiales:
- ASA
- ABS

Soporte
Cuando diseñamos la pieza o pulsamos vista previa en Cura debemos fijarnos en si a una determinada altura se van a imprimir partes de las capas en el aire. Si esto es asi, el plástico fundido necesitaría la ayuda de un soporte o caería sin respetar la altura de la capa….realizando un churro como pieza.
Visualicemos una seta. Cuando la impresora empiece a depositar las capas del sombrero de la seta, éstas se caerán si no tiene una sujeción. Por tanto, los soportes en la impresión 3D nos van a permitir sujetar esas partes de las piezas que se imprimen a una cierta altura, sirven de apoyo.
Lo primero es volver al punto 2 – Herramientas y rotar la pieza en el punto ideal para imprimir. Una vez elegida la postura ideal jugaremos con el soporte. Es importante porque si no le damos un post-procesado a la pieza después, pueden quedar unas pequeñas marcas del soporte. Conclusión: cuanto menos soporte tenga la pieza mejor.
Siguiendo con la pieza 3D de todos los ejemplos, la hemos situado en una postura nada idónea en la que necesita muchos soporte. Pero nos servirá para poder apreciar como actúa el soporte. Podemos ver de azul claro el soporte, este es el plástico que se va a retirar o quitar al acabar la pieza de forma manual. Tendremos que configurar la densidad que queremos que tenga el soporte, así como el patrón. Dependiendo de estas características será mas o menos difícil retirarlo con ayuda de un cúter.

Los patrones de soporte que nos ofrece Cura son: líneas, rejilla, zigzag, cruz, giroide. Algunos ejemplos de patrón y densidad son:

Si seleccionamos el ajuste de habilitar la interfaz el soporte creará un soporte hueco en paralelo a la pieza. Cuando esté llegando a una determinada altura, empezará a cerrarse para servir de apoyo a la pieza. La distancia en z el soporte se calculará solo por Cura (se recomienda que sea la mitad del diámetro de la boquilla).
Otro ajuste útil que podemos activar es habilitar borde de soporte. Esta opción crea un borde dentro de las zonas de relleno del soporte de la primera capa. El borde se va a imprimir por debajo del soporte y no a su alrededor, consiguiendo una adhesión mayor del soporte a la cama caliente.

Adherencia
Cuando hablamos de la adherencia de la placa de impresión estamos queriendo ayudar a la pieza 3D a que se quede adherida a la cama.
¿Qué es la falda o Skirt en la impresión 3D?
La falda o Skirt es un contorno que se forma alrededor de la pieza 3D con el fin de purgar (limpiar) la boquilla y nozzle de los residuos que pudiera tener. No está conectada con la pieza 3D.
Si estamos atentos mientras la impresora 3D hace la falda o skirt podremos observar si está bien nivelada. Esto es, si la capa que está depositando se despega o está demasiado aplastado. Con ello conseguimos saber la adherencia que tendrá la pieza que se está creando y se debemos parar y realizar nuevos ajustes o no.
Entre los parámetros mas interesantes que podemos configurar en este punto es el de: la distancia de la falda. Podemos elegir la distancia que queremos que exista entre la falda y la pieza 3D.

¿Qué es el borde o Brim en la impresión 3D?
Al igual que la falda o skirt, si activamos el brim la impresora 3D va realizar un contorno alrededor de la pieza. La diferencia es que el Brim (borde) conecta el contorno con la pieza impresa.
El brim o borde es una área plana de una sola capa que se crea alrededor del modelo con el fin de ayudar a la pieza a adherirse a la cama caliente o base de impresión. Gracias a esta capa dificultamos que la pieza pueda despegarse durante la impresión.
Ventajas de usar la opción brim: Ayuda a materiales que sufren contracciones, como el ABS. Además es una ayuda para las esquinas de la pieza impresa y para piezas altas.
Inconveniente de usar el brim: Al igual que decíamos con el soporte, es difícil que no se quede una pequeña huella de su uso en la pieza.
Uno de los ajustes que nos puede ayudar es el ancho del borde. Al ajustarlo podemos ayudar por ejemplo a las piezas que sean mas altas, así las dotamos de una buena base.

¿Qué es la balsa o Raft en la impresión 3D?
La balsa o Raft en impresión 3D está pensada para piezas 3D que no tienen una superficie muy plana o usamos materiales que son difíciles de adherir a la base de impresión. Un ejemplo lo tenemos en el filamento de tipo polipropileno que es ideal por su reducción de peso (usado en la fabricación de drones) pero que es difícil que se quede pegado en la cama caliente o base.
Con la opción raft (o balsa) se realiza un contorno de rejilla alrededor de la pieza. Este contorno esta compuesto por tres tipos de balsas: base, intermedias y superior.
Al depositar el plástico en forma de rejilla es mas fácil de retirar y puede llegar a dejar menos huella (todo depende de la configuración).

Más Ajustes
Existen mas ajustes como:
- Doble extrusor: donde podemos configurar, por ejemplo, el uso de la torre auxiliar. La torre auxiliar que crea la configuración de doble extrusor es una pieza que se va creando en la base de impresión para limpiar la boquilla. Esto nos asegura que el extrusor no gotee y ayude a la boquilla a estar preparada.
- Arreglo de malla: opción muy útil para arreglar creaciones propias. Entre los ajustes más destacables que podemos encontrar están:
- Cosido amplio
- Eliminar todos los agujeros
- Mantener caras desconectadas
- Eliminar cruce de mallas.
- Modos especiales. Nos ofrece mas ajustes entre los que destacamos:
- Malla de relleno
- Cortar malla
- Molde
- Malla de soporte
- Ángulo del molde
- Modo experimental
5 – Base de impresión
Sus dimensiones dependerán de la impresora 3D que tenemos asignada en el Cura o de los parámetros que le hemos indicado.
Para cambiar las dimensiones de la base o cama de la impresora 3D pulsamos: Preferencia (atajo de teclado CTRL + J) – Impresora – Seleccionamos la impresora y pulsamos «Ajuste de maquina». Ahí podremos indicarle las medidas de cada uno de los ejes en milímetros (mm)
Si movemos la ruleta del ratón podemos acercarnos o alejarnos de la pieza. Viene por defecto pero es una opción configurable en preferencias.
6 – Segmentación
Es la última etapa de la pieza impresa.
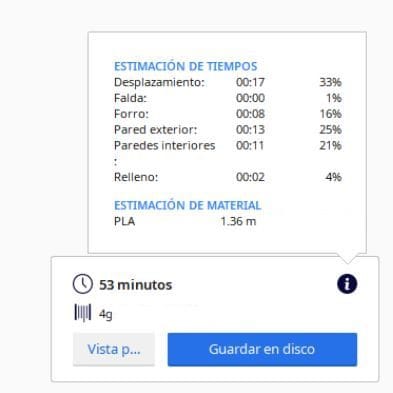
Nos da mínimo información sobre la cantidad de plástico que va a gastar (en gramos) y un tiempo aproximado de lo que tardará en hacerse la pieza. Si, por ejemplo, hemos configurado la opción de material, añadiéndole el precio de la bobina de filamento, nos dará un coste aproximado de la pieza. Decimos aproximado porque solo tendrá en cuenta esa variable.
Va a permitir que se envíe en línea la orden a la impresora 3D para que imprima la pieza o modelo. Si no la tenemos conectada a la red, podemos guardar el gcode nos da el Cura Slicer (normalmente lo guardaremos en nuestra tarjeta SD o microSD)
Al colocar el ratón encima del icono de i (de información) nos detallará mas información.
Dentro de vista previa, al escoger al opción de Vista de Capa y pulsamos en Combinación de colores: ancho de línea podemos ir viendo la pieza desde diferentes perspectivas. Podemos ver como se va a comportar la pieza:
- Color del material
- Tipo de línea
- Velocidad
- Grosor de capa
- Ancho de línea

La opción «Vista previa» nos permite previsualizar como se va mover extrusor. Veremos como va a expulsar el extrusor el filamento (viendo, por ejemplo, el grosor de las paredes, los rellenos, etc). También nos permitirá ver las imperfecciones de la pieza.
Podemos desplazarnos por la barra lateral para ir viendo como va a quedar la pieza por porcentaje (del 1 al 100). También podemos darle al play en la barra inferior para ver como se va a mover el extrusor en una capa determinada (esta capa la seleccionaremos moviéndonos por la barra lateral).
Fuente: