Para aquellos que estáis empezando dentro del mundo de la impresión 3d, desde Createc 3D hemos decidido compartir una lista de TIPS o Consejos para intentar evitar el temido WARPING y deformidades que aparecen en nuestras impresiones cuando utilizamos la técnologia de impresión 3d FDM (Fused Deposition Modeling) o FFF (Fabricacion con Filamento Fundido), basándonos en nuestra experiencia y la de nuestros 3d makers.
Primero explicaremos brevemente que es el warping y a que se debe:
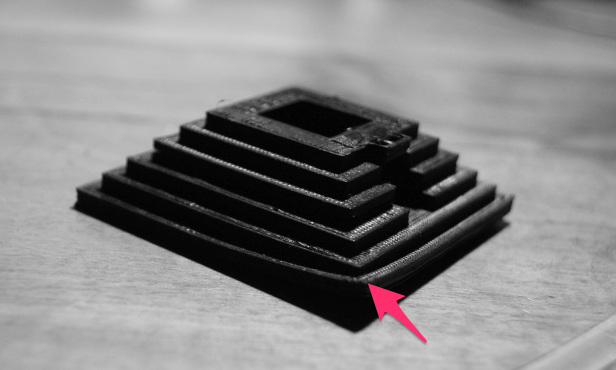
¿Que es? Frecuentemente en nuestras impresiones, sobretodo las de gran superficie, comienza a levantarse las esquinas de la cama, despegandose y deformando así la pieza incluso llegando a despegar completamente la pieza de la cama.
También tenemos el CRAKING, que donde las tensiones hacen que se desquebraje en capas más superiores.

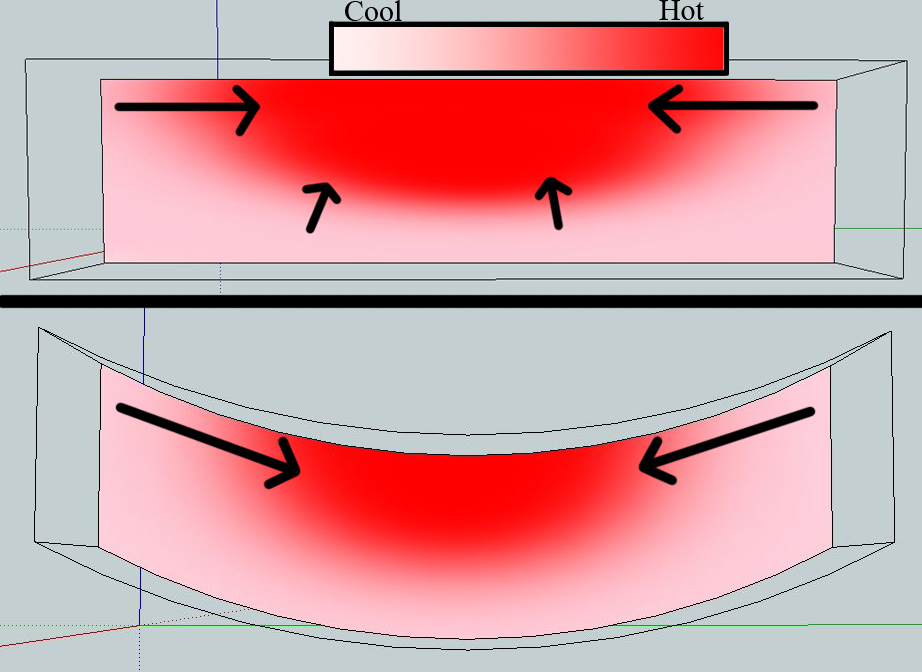
¿Por qué? Nooooooo, por que???!!! por que a mí???!!! que tengo que entregar el trabajo mañana. Bueno coñas a parte, esto es debido a que el material sale de hotend, muy hot, abs a 240 grados aporximadamente, y se deposita sobre un superficie que está a 80-90 grados, lo que hace que el material se contraiga tirando desde el centro, por lo tanto a mayor superficie, si no está bien adherido a la base más probabilidad de que tire de las esquinas y aparezca ese temido WAAAARRRRPING.
TIPS – CONSEJOS
1 . Cerrar la impresora: Crear un clima con una temperatura elevada, constante, sin corrientes de aire puede ayudarnos mucho para evitar este problema, desde meter tu impresora en una caja de metacrilato con unos leds (to guapos) hasta taparla con una caja de carton que encontramos en la basura nos puede ayudar a este fin, y ya si le poneis un estractor de humo a la caja no os cuento…

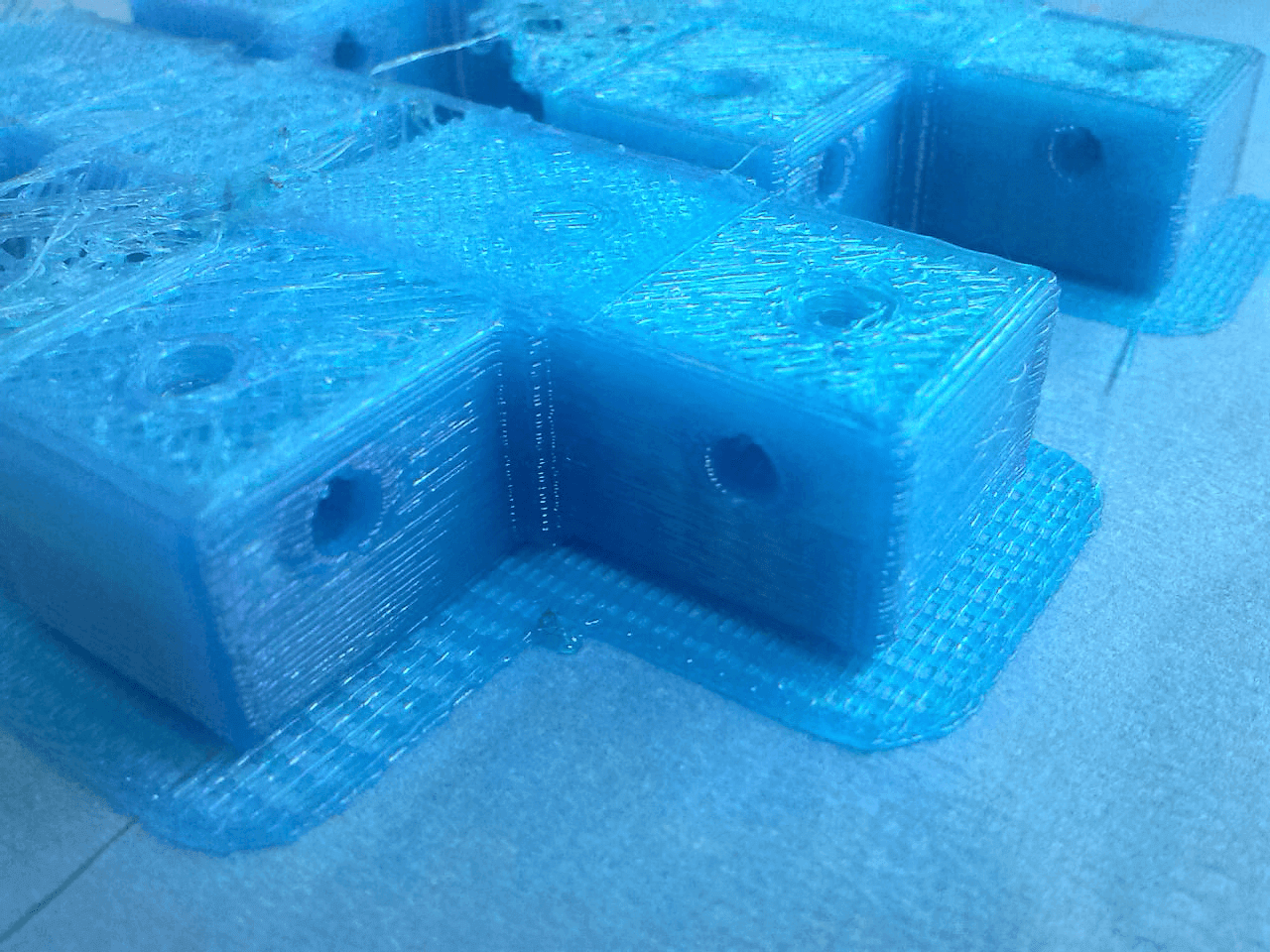
2 . Brim o Raft: Son estructuras que se hubican en la base de las piezas o en las esquinas y que ayudan a que se adhieran con fuerza a la base, practicamente todos los software de lamido llevan esta opción, se recomienda Raft para piezas pequeñas y Brim para piezas grandes.

3 . Relleno: Cuantos menos relleno menos contracción, por lo que si la pieza tiene una gran superficie reducir el relleno puede ser una buena solución para disminuir la presión presión.
4 . Calibración: es importante que la impresora esté bien calibrada en todos los puntos y ejes, con especial atención en el eje Z, para que la boquilla inicie la impresión de la primera capa aplastandola ligeramente sobre la cama.

5. Productos de adherencia: Laca de cabello, Nelly (normal) o la laca del Mercadona (extra fuerte) suelen funcionar muy bien, también tenéis la opción de utilizar cinta Kapton (cinta aislante resistente al calor), cinta azul o incluso zumo de abs (que se consigue mezclando restos de abs con acetona).
6 . Temperatura: Elevar la temperatura de la cama si el filamente tiene mucha contracción, como es el caso del abs y el polipropileno.
7 . Material: La elección del tipo de material también es un factor importante, ya que el PLA es mejor para este tipo de piezas grandes que tienen a resquebrajarse, al igual que sea de calidad, en nuestra tienda createc 3D, podéis encontrar distintos tipos de abs y otros materiales de gran calidad.
8 . Limpieza: Limpiar bien la cama de restos de impresiones anteriores también puede influir en la adherencia de las piezas a la cama.
9 . Velocidad: Es conveniente que las primeras capas las realice a una velocidad más moderada para que les de tiempo a enfriarse de forma uniforme.
Esperemos que estos consejos os sean útiles para evitar el warping, el craking, el tuerking y las deformidades.